Kal Tire, recognized by owners of passenger vehicles for the bright orange signage atop its retail stores, also operates a booming business in the mining, agricultural, transportation and construction sectors. At plants in Oshawa, Ont., and Kamloops, B.C., the company repairs and rebuilds commercial tires for vehicles ranging in size from backyard Bobcats to the massive haulage trucks of the type seen in Alberta's oil sands. The company claims to save 1.8-million litres of oil annually through Canadian retread operations. Graphic artist John Sopinski lays out how a damaged tire becomes new again, at the Oshawa plant.
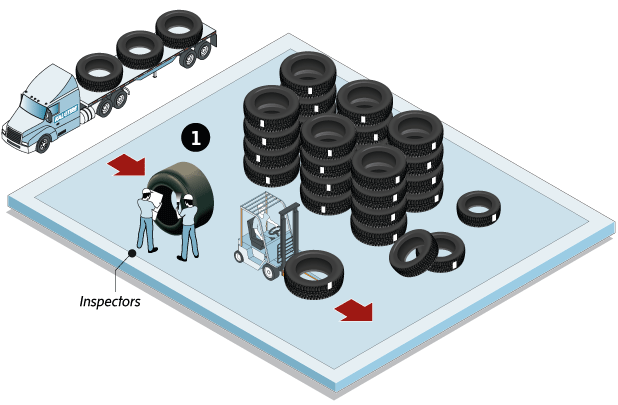
Inspection
Worn tires or 'casings' arrive at the Oshawa facility by truck. Workers carefully inspect each tire by hand for cuts, flaws, punctures and any damage to the tire’s casing which might threaten its structural integrity. This inspection documents needed repairs and helps customers identify problem areas in the use of their tires.

Buffing and skiving
After inspection, each tire is taken to an automated buffing machine which operates like a lathe, stripping off worn tread from the casings. The buffer is programmed with more than 200 tire profiles to ensure that each casing retains a consistent shape. After buffing, discarded rubber is shipped off to be recycled.
Once the worn rubber has been removed and the tire casing is smooth, workers use pneumatic hand tools to ‘skive’ or pare off excess rubber around imperfections in the casing, exposing them so that the damage can be cleaned up before beginning the repair process. It is akin to a doctor debriding a wound.
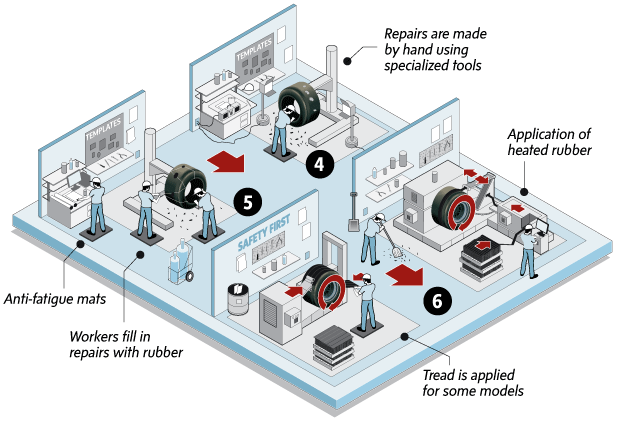
Repair, filling and building
Workers place the tires on work stands then use a variety of hand tools to repair injuries. Damage of up to 12 cables wide can be repaired. A technician uses a template to mark off the area around the damage before applying a patch. All repairs are ISO certified.
Rubber is applied to the skived-out areas of the tire to ensure a flush and properly prepared surface. Before new rubber is applied, string is laid down in case the rubber captures any air bubbles, so the air can escape.
Repaired tires are mounted into a fully automated building machine programmed with its specific profile. Fresh rubber is fed into the machine in long strips where it is heated to aid application. As the tire spins on the machine, a mechanical arm passes back and forth, applying a precise layer of new rubber to manufacturer specifications.
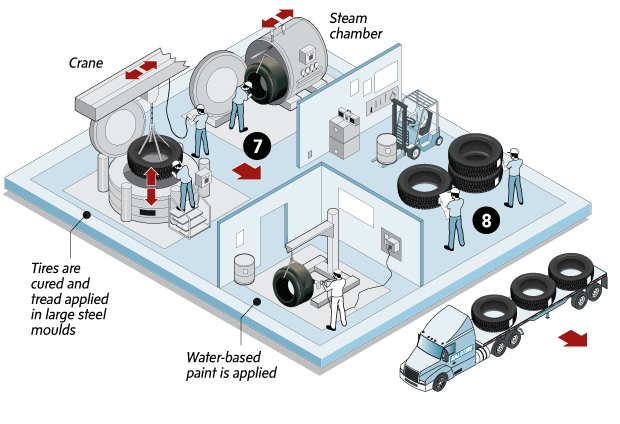
Curing and inspection/shipping
Finished tires are sent to a third building. They are placed in heavy steal molds or giant steam chambers where the new rubber is vulcanized or cured under high temperatures – up to 270˚C – and high pressure – 80 PSI. The curing process can last a day or two depending on the size of the tire and thickness of its casing.
Workers clean the tires and take them to be painted with a water-based paint. Next, designated technicians perform final checks and inspections ensuring that each tire conforms to ISO standards. Finally, tires are staged before being shipped back to the customers.
